|
||||||||||||||||||||||||||

高耐候防腐涂料采用脂肪族聚氨酯樹脂與多異氰酸酯按比例聚合反應成膜的雙組分脂肪族聚氨酯涂料;配伍鈦白粉、細晶氧化鋁、超細硫酸鋇、納米微粉等功能填料,功能助劑,溶劑等,經高速分散、納米研磨等超細化涂料制備技術,研發生產的雙組份常溫自固化型高耐候防腐涂料。

涂層具有易清潔、高裝飾性能。
涂料固化 成膜快,在0-5℃的環境中正常固化。
涂層耐酸、耐堿、耐油、耐溶劑具有良好耐化學品性能。
涂層具有高耐候性、耐濕熱、耐鹽霧、抗紫外線老化等優異性能。
涂層抗溫變性能優異,成膜后在-40-150℃的范圍內皆可正常使用。
涂層具有良好的力學性能,硬度和柔韌性均衡,耐摩擦、不易劃傷。

高耐候防腐涂料用于城市大氣、化工大氣、海洋大氣環境下,強紫外線照射地區、風沙侵蝕環境下在涂層配套體系中作為飾面涂層;廣泛應用于電力、水利、船舶、石油化工、市政、交通、建筑等行業的鋼結構和混凝土等基體進行防腐、防護及裝飾性涂裝。

脂肪族聚氨酯樹脂聚合物分子以分子鏈舒展的狀態存在于良性溶劑中,與多異氰酸酯通過加成聚合反應,,聚合物大分子逐步凝膠化,分子鏈互相纏結并最終成膜。高耐候防腐涂料中成膜物與功能填料和功能助劑的相互協同作用,使涂膜具有抗沖擊、高硬度、耐磨損等優異的力學性能;以及耐腐蝕、抗老化、耐污易清潔、保光保色等優良特性,可承受戶外高紫外線照射、雨淋、冰雪、鹽霧和風沙侵蝕。

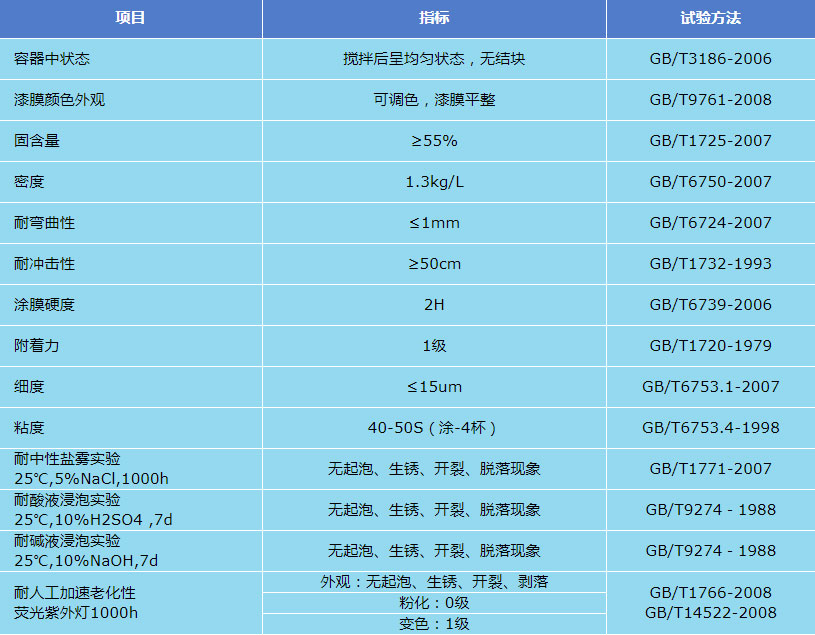

技術參數
理論涂布率:干膜厚度50μm,理論涂布率為0.18kg/㎡。
實際涂布率:受涂裝工件外形尺寸、施工天氣、不同施工人員影響,考慮損耗系數。
一般單道涂層涂裝后用手指輕觸,粘手無涂料粘附,即可進行下道涂裝。

高耐候防腐涂料超過最大涂裝間隔表面進行拉毛處理
基體處理
新 鋼 材:噴砂除銹至Sa2.5級,表面粗糙度要求控制在30~60μm范圍內。
局部修補:清除基體表面油污、殘銹、氧化皮等不牢固物;電動工具打磨至St3級。
基體噴砂或者打磨處理后,進行吹灰處理,或用揩布蘸取溶劑進行擦拭;視環境條件一般基體處理后8小時內盡快涂裝,以免反銹或沾染污物影響施工質量,杜絕隔夜涂裝。
環境條件
環境溫度和基體表面溫度一般在5℃~60℃范圍內施工,空氣相對濕度不超過85%。
基體表面溫度必須高于露點溫度3℃,防止結露。
涂裝方法
刷涂:刷涂或輥涂施工采用橫豎交叉方法涂裝,使涂料充分浸潤基體表面。
噴涂:采用空氣噴涂或高壓無氣噴涂方法涂裝,槍嘴距基體30-40cm垂直涂裝。
涂料混合
高耐候防腐涂料主劑組分∶固化劑組分= 14∶1(重量比)
受施工條件、環境溫度或其他條件影響,配比比例會有調整,請以包裝桶上標明配比為準。開桶后使用動力工具先將主劑攪勻無沉淀,持續攪拌的同時,將搖勻的固化劑緩慢加入主劑攪勻3至5分鐘即可使用。強烈建議使用機械工具攪拌,混合后的涂料適用期為5-8小時,請根據施工進度安排使用。
涂料稀釋
通常情高耐候防腐涂料不需要稀釋,如有必要可選用二甲苯、乙酸乙酯、乙酸丁酯稀釋。當溶劑選擇不明確時應先咨詢廠家,以確保涂裝體系的兼容性。
包裝貯存
高耐候防腐涂料為雙組份涂料,20kg/桶包裝。
產品未開封且經妥善保存,自包裝之日起,有效儲存期12個月。
貯存在干燥、陰涼場所,避免暴曬,遠離熱源及火源,運輸和貯存5-40℃溫度范圍內。

 通過認證?
通過認證?












