|
||||||||||||||||||||||||
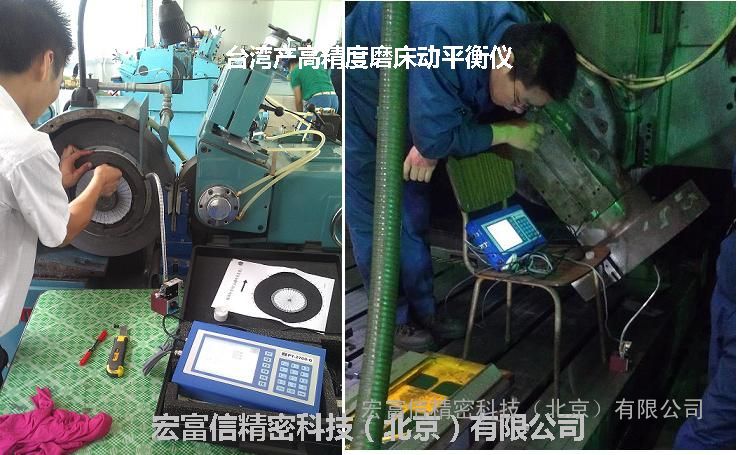
| 據美國振動研究權威機構,IRD公司多年機床維修經驗值推薦: | |
| 為確保磨床加工精度,主軸軸承外殼處測得的許可振動位移量(峰-峰值)應控制如下: 磨床 許可振動量范圍: 螺絲磨床: 0.25-1.50um 齒輪磨床: 0.25-1.50um 成型輪廓磨床: 0.75-2.00um 內外圓磨床: 0.75—2.50um 無心磨床: 0.75-2.50um 平面磨床: 0.75-3.50um 雙端面磨床: 1.20-5.00um (注:具體許可值與加工件公差及尺寸相關,有可能低于此表下限 。) |
|
| 傳統手動砂輪靜平衡校正工藝費時又費工且精度有限,并隨著操作者技能水平不同,效率與效果差異甚大。 |